

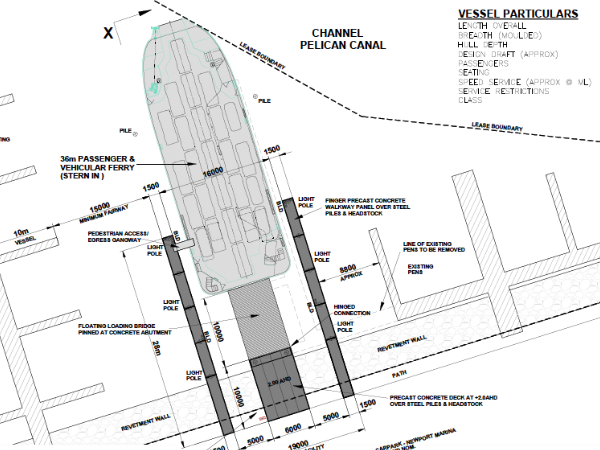
Drafting
We transform your ideas into precise, detailed plans that serve as the foundation for successful project execution.

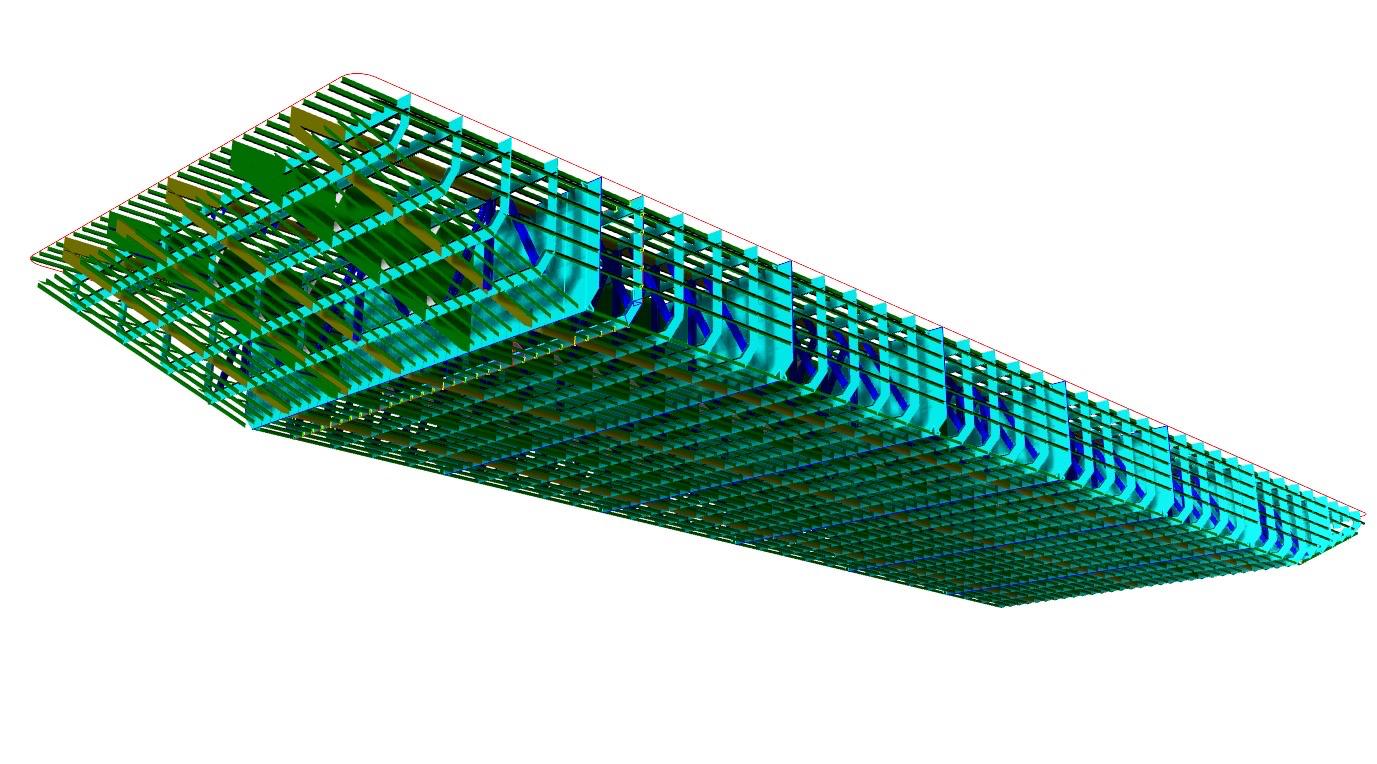
Naval Architecture
We believe architecture and design are critically important to addressing the most pressing challenges of our time.

Consultancy
BLW Marine Management offers expert marine consultancy services, providing strategic insights and tailored solutions.

Asset Management
We strategically oversee and optimise the utilisation and maintenance of maritime assets to ensure efficiency and longevity

Marine Survey Services
We provide a comprehensive range of marine surveying services tailored to meet the demands of the maritime industry.